 English
English Spanish
Spanish French
French German
German Italian
Italian Chinese (Simplified)
Chinese (Simplified) Japanese
Japanese Korean
Korean Arabic
Arabic Portuguese
Portuguese
|

 Send Inquiry
Send InquiryHighly Exhausted Dyes
Price 65 INR/ Kilograms
MOQ : 500 Kilograms
Highly Exhausted Dyes Specification
- Solubility
- Soluble in Water
- Molecular Formula
- Varies with color
- Other Names
- Exhaust Dye, Dye for Textile
- Water Resistance
- Excellent
- Shelf Life
- 2 Years
- Smell
- Odorless
- Strength
- High (as per shade)
- Moisture (%)
- 1%
- Size
- Customizable
- Resistance
- Good Light & Wash Fastness
- Application
- Cotton, Viscose, Silk, Wool, Textile Industry
- Solvent Color
- Bright & Uniform
- Purity
- 99%
- Shape
- Powder
- Structural Formula
- Varies with color
- Rubbing Resistance
- High (dry and wet)
- Grade
- Industrial Grade
- HS Code
- 3204
- Poisonous
- NO
- Taste
- Odorless
- Type
- Highly Exhausted Dyes
- Usage
- Textile Dyeing, Printing
- Physical Form
- Powder
- Packing
- 25 kg HDPE Bags / as per customer requirement
- Dye Uptake
- Highly Exhaustive
- Dispersibility
- Excellent
- Compatibility
- Suitable for batch and continuous dyeing processes
- Ionic Nature
- Anionic
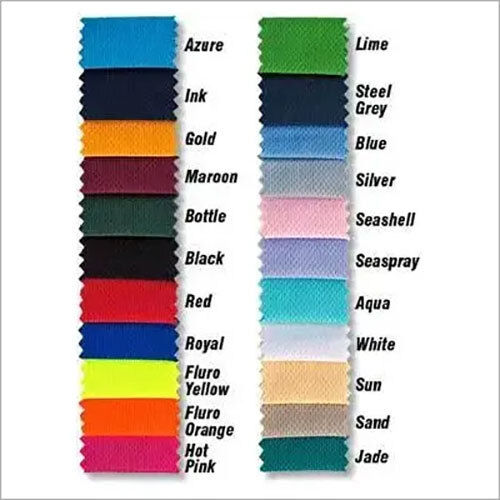
- Color Shade Range
- Multiple Colors Available
- Cost Efficiency
- Reduced Dye Loss, High Coverage
- Storage Conditions
- Cool, Dry Place
Highly Exhausted Dyes Trade Information
- Minimum Order Quantity
- 500 Kilograms
- Supply Ability
- 50000 Kilograms Per Week
- Delivery Time
- 3-7 Days
About Highly Exhausted Dyes
Highly Exhausted Dyes are best suited for dyeing cotton and various other cellulosic materials. We are among the leading manufacturers and exporters of high quality dyes in the industry. Highly Exhausted Dyes possess high quality features such as remarkable stability, easy wash off, purity in composition, etc. Having significantly good fixation and higher exhaustion efficiency, this type of reactive dye minimizes the cost incurred.
Some of the outstanding features of Highly Exhausted Dyes:
These reactive dyes are used for exhaust dyeing of:
Some of the outstanding features of Highly Exhausted Dyes:
- Low liquor: goods ratio
- Quick wash off and efficient soaping
- Excellent stability
- Exhaustion of HE dyes can be controlled by salt addition
These reactive dyes are used for exhaust dyeing of:
- Cotton yarn
- Knits
- Cellulosic Fabrics
- Cellulosic component in the polyester
MOQ 50kg :
| SHADES | SHADES | PRODUCTS | C. I. NAME | CAS NO. |
|---|---|---|---|---|
| Yellow HE6G | Yellow 135 | 77907-38-1 | ||
| Yellow HE3G | Yellow 105 | 176023-34-0 | ||
| Yellow HE4G | Yellow 81 | 59112-78-6 | ||
| G. Yellow HE4R | Yellow 84 | 61951-85-7 | ||
| Orange HER | Orange 84 | 91261-29-9 | ||
| Red HE3B | Red 120 | 61951-82-4 | ||
| Red HE7B | Red 141 | 61931-52-0 | ||
| Red HE8B | Red 152 | 71872-80-5 | ||
| Navy Blue HER | Blue 171 | 77907-32-5 | ||
| Navy Blue HE2R | Blue 172 | 85782-76-9 | ||
| Blue HERD | Blue 160 | 71872-76-9 | ||
| Blue HEGN | Blue 198 | |||
| Green HE4BD | Green 19A | 61931-49-5 | ||
| T.Blue HA | Blue 71 | 12677-15-5 | ||
| Black HEBL | ||||
| REACTIVE RED BS | ||||
| REACTIVE RED DS4B | ||||
| REACTIVE RED W3R | ||||
| REACTIVE DEEP RED CD | ||||
| REACTIVE DEEP RED SB | ||||
| REACTIVE YELLOW RGB | ||||
| REACTIVE RED RGB | ||||
| REACTIVE BLUE RGB | ||||
| REACTIVE NAVY RGB | ||||
| REACTIVE ORANGE W3R | ||||
| REACTIVE ORANGE CD/GDR | ||||
| REACTIVE BROWN GR | ||||
| REACTIVE RED VIOLET ME | ||||
| REACTIVE RED 111 |
Superior Dye Absorption and Cost Efficiency
Highly Exhausted Dyes are engineered for optimal uptake, ensuring the majority of dye bonds with fibers, reducing waste and operational costs. Their high performance minimizes dye loss and boosts coverage, resulting in vivid, uniform shades even with reduced dye usage. This efficiency directly benefits textile processors, supporting sustainable practices and lowering production expenses.
Versatile Compatibility and Application
These dyes exhibit remarkable compatibility with both batch and continuous dyeing processes, offering textile manufacturers flexibility for various production scales. Their excellent water solubility and dispersibility guarantee smooth integration into existing systems, supporting high-quality results for cotton, viscose, silk, wool, and blends. This adaptability extends to textile printing, meeting broad industry requirements.
Reliable Performance and Durability
Highly Exhausted Dyes are recognized for good light and wash fastness as well as strong resistance to rubbingboth dry and wet. Fabrics dyed with these products maintain brightness and clarity even after repeated use and laundering. Their industrial-grade purity and moisture resistance ensure consistent results and extended shelf life, bolstering reliability for exporters, manufacturers, and suppliers.
FAQs of Highly Exhausted Dyes:
Q: How should Highly Exhausted Dyes be stored to maintain quality?
A: Store these dyes in a cool, dry place, away from moisture and direct sunlight. Ensure that bags are properly sealed, as the dyes have a maximum moisture content of 1%. Following these guidelines helps preserve product purity and effectiveness throughout the 2-year shelf life.Q: What is the recommended process for using Highly Exhausted Dyes in textile applications?
A: These dyes are suitable for both batch and continuous processes. Dissolve the dye powder thoroughly in water to ensure excellent dispersibility. Apply according to your processwhether exhaust, pad, or printensuring proper fixation for vibrant, uniform shades on cotton, viscose, silk, or wool.Q: When is the best phase to introduce the dye during textile processing?
A: The optimal stage for introducing Highly Exhausted Dyes is during the dyeing or printing phase after pre-treatment, ensuring the substrate is clean and ready to absorb color. This maximizes dye uptake and results in bright, even coloration.Q: Where can these Highly Exhausted Dyes be applied within the textile industry?
A: These dyes are versatile and can be used in dye houses, textile printing units, and factories handling cotton, viscose, silk, or wool. They are suitable for both domestic manufacturing and export operations across the textile sector.Q: What benefits do Highly Exhausted Dyes offer over regular dyes?
A: They provide higher dye uptake, excellent color fastness (to light, wash, and rubbing), reduced dye loss, and extensive coverage. Their cost efficiency and ability to produce brilliant, uniform colors make them ideal for industrial-scale applications.Q: How does the dyes anionic nature influence its performance?
A: The anionic nature of these dyes ensures strong bonding with cellulose and protein fibers, resulting in enhanced dye exhaustion and vivid shades. This property also supports good fastness and reduced bleeding during washes.
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Reactive Dyes Category

Reactive Dye Yellow 22
Price 100 INR / Kilograms
Minimum Order Quantity : 500 Kilograms
Solubility : Soluble in water
Application : Other, Cotton, viscose, wool, silk, blended fabrics
Type : Reactive Dye
Purity : 99% min
Direct Reactive Dye
Price 90 INR / Kilograms
Minimum Order Quantity : 500 Kilograms
Solubility : Soluble in Water
Application : Other, For Dyeing Cotton & Cellulosic Fibres
Type : Reactive Dye
Purity : 99%
M Cold Series Reactive Dyes
Price 65 INR / Kilograms
Minimum Order Quantity : 500 Kilograms
Solubility : Easily soluble in water
Application : Other, Cellulosic fibers such as cotton, viscose, linen; textile industry
Type : Reactive Dye
Purity : 99% Minimum
Reactive Yellow 44
Price 80 INR / Kilograms
Minimum Order Quantity : 500 Kilograms
Solubility : Soluble in water
Application : Other, Dyeing, Printing, Textile Industry
Type : Reactive Dye
Purity : 98%
"We only deal in Foreign Markets"
Address
GST : 27AAAFM2649F1ZF
- No 76-80/3, Dr. Kuverji Raishi Road,Mumbai - 400009, Maharashtra, India
- Phone :07313726028
-
 Send Inquiry
Send Inquiry

 |
MEGHA INTERNATIONAL
All Rights Reserved.(Terms of Use) Developed and Managed by Infocom Network Private Limited. |
